Here are some pictures of the first weld configuration I qualified in on my current journey of learning the TIG (Tungsten Inert Gas) welding of stainless steel.
These pictures were taken using flash illumination provided by the camera. Pictures of steel, which is reflective, are best taken in natural daylight. Anyway, these pictures do show what it is all about.
bundle of stuff wrapped in a newspaper!
The test-piece with which I qualified for outside-corner weld (my first). Sawn-up with inspected and nick-break test pieces tack-welded to largest remaining piece
the outside of the qualifying outside-corner weld
My improvised back-purging rig which enabled me to do full-penetration welds in stainless steel. The back of the weld needs to be protected by pure Argon to prevent chronic oxidation
Here's the back-purging issue demonstrated. The following two pictures are of the outside and penetration sides of the same outside-corner TIG weld of stainless steel.
In this one you can barely see the point I am about to make. When you are shown it, you can come back and see there is a slight difference...
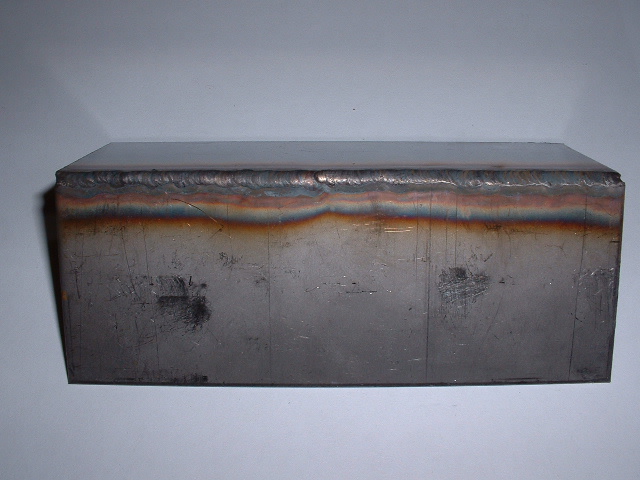
Here is where you see it. On the left-hand-side (LHS) I welded to the half-length with no back-purge gas flowing. I then stopped, turned on the Argon flow to the back-purger then continued the weld, going from the centre to the right-hand-side (RHS) end of the weld sample (in reality, being mainly right-handed, I weld from right to left, so simply didn't plan this photo arrangement to match).

The properly shielded ("back-purged") RHS section shows a lovely shiny stainless steel penetration bead ("underbead").
The LHS part shows what happens if you proceed to weld stainless steel without doing anything about free access of the atmosphere to the back surface of the weld-pool (the top weld pool surface is shielded by the Argon flowing from the torch, but oxidises somewhat as it drops out of the shield about 10 to 15 millimetres behind the weld leading edge).
The effect of atmospheric oxidation of the highly reactive stainless steel weld pool, forming horrible refractory oxides, prevents metal flow and anything approximating to a proper underbead shape. It doesn't just look gross - it is engineering-wise totally unsatisfactory.
So that's welding of stainless steel. A specialist skill which needs some preparation, but can then give some of the best results you can get in welding.