Established previous seam-welding practice
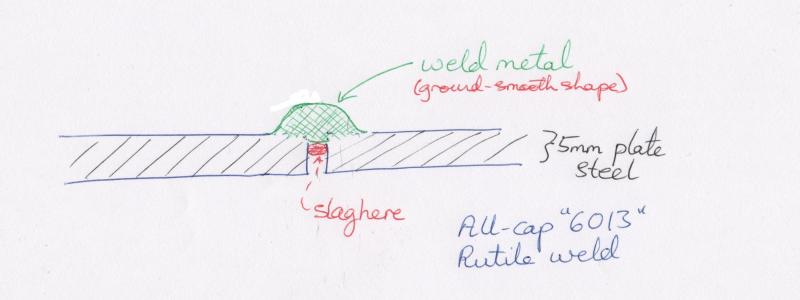
At this yard, the historical and largely continuing practice of welding superstructures uses welds which look like the following diagram, done with "6013" (AWS E6013) Rutile welding electrodes.
Established previous seam-welding practice
They could fairly be categorised as "all-cap fillet-butt welds".
These welds are made with the almost-universal (in the UK) Rutile welding rods - the only type most people (in the UK) know. These burn very smoothly with the electric arc and are quite forgiving to manipulation and some other control aspects of welding - but have very low penetrating power. That is - the welds don't bite far into the plate metal - so the weld is fairly "superficial". Furthermore, the slag gets into the gap between the plates, eliminating any chance of more probing fusion which the rods don't offer in abundance anyway.
The almost-all-cap weld is made with a wide weaving motion of the electrode, giving a roughly rippled surface visible to the customer which is not aesthetically acceptable, so the cap has to ground to a blended-in half-round with a small handleable angle-grinder.
So the welding productivity I encountered on superstructures was very low, at least partly for these reasons...
So I naturally paid attention to this issue, and here is the outcome...
Recognising that the right welding rods can fully penetrate the seam between the 5mm superstructure plates when there is a small gap between them (1mm to 3mm proved to be the good range), I brought some of my own chosen rods and gave them a try.
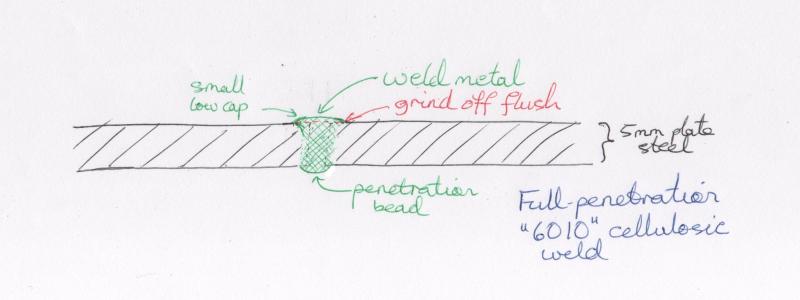
Rigging up a rectifier between the welding transformer and the work, my "6010" (AWS E6010) cellulosic rods did indeed "shoot straight through the root" - fully penetrating the weld thickness, leaving the trademark small penetration bead which is both structurally and visibly elegant, and is the visible guarantee fully-penetration.
This is a diagrammatic representation of a full-pen. cellulosic weld
Full-penetration weld of plate metal
While welding in this way with cellulosics is very fast, the even bigger productivity benefit is that a full-penetration weld provides all necessary strength in thickness, so the weld can be ground off flush to the plate surface - easily and very rapidly removing the minimal low-and-narrow cap with a big heavy powerful 9-inch angle-grinder.
Capping the weld, by the way... I found a fast big-rod high-current vertical-down run with a Rutile ("6013") rod did the trick, erasing any irregularities and leaving a smooth low-rising cap. That cap is what you do after full-penetration welding and before grinding...
Combine speed-of-weld with speed-of-finish and you get your productivity increase of around 10-to-1.
However: you can only be riding this good operating point if you can fully-penetrate the weld in the first pass - which means maintaining an edge-gap between adjoining plates in a range of 1mm to 3mm. And that is best kept fairly constant at what it is, as the range 1mm to 2mm gap is best covered by a 2.5mm diameter "6010" electrode, while a gap of 2mm to 3mm is best covered by a 3.2mm diameter "6010" electrode. So...
You need better precision in superstructure building than is currently used. Only some seams fall in the range at which you can readily get the one-run full-penetration root pass.
There is other time expenditure related to improvising around dimensional irregularity and out-of-squareness which tightening procedures would save. This adds to the benefit accruing from productive welding.
(R. Smith, 19 January 2008)