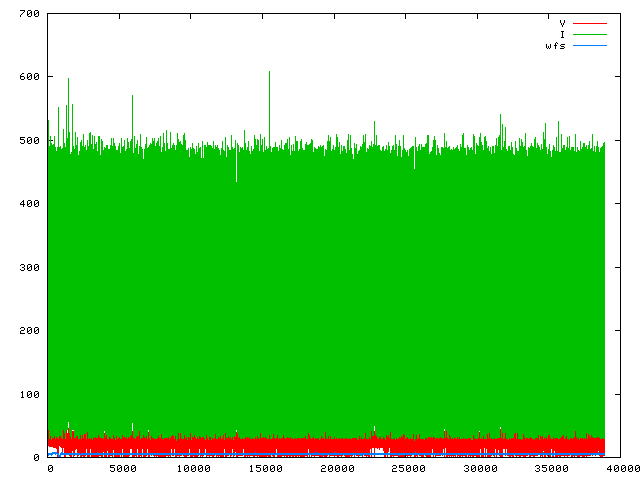
 1105191535P01pulselo139A19p9V
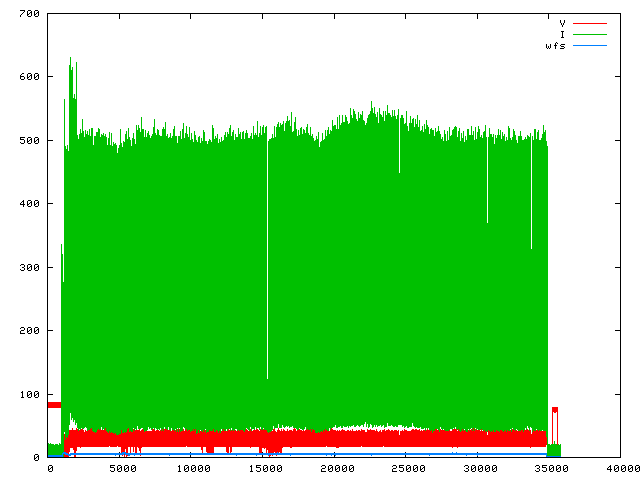
1105191535P01pulselo139A19p9VThese welds were performed on 5mm steel plate with 1.2mm diameter steel MIG wire and Ar/20%CO2 shielding gas.
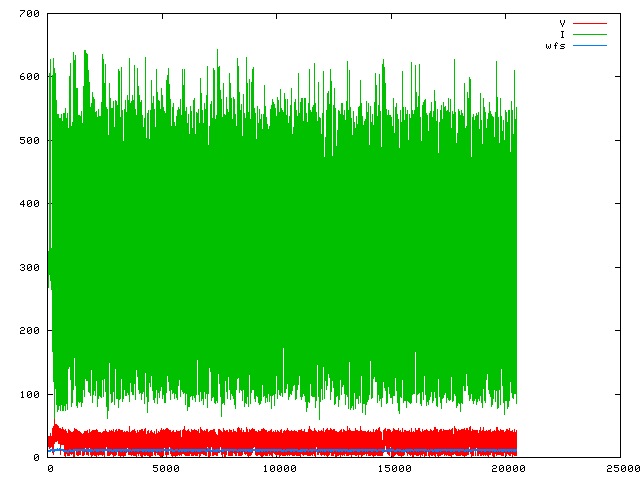
All traces are for Lincoln Electric's "RapidArc" - a variant of Pulse-GMAW claimed to give stable welding at fast run rates.
Sampling rate for all data-logging shown here is 20kHz.
I will not be re-writing these notes, but several comments are misguided.
It is clear that I have identified "pure pulse" as the "nice" condition. That's the "200/1.30" condition. "RapidArc" is gone, becoming "pulse transfer" as generally understood. The "420/1.20" condition has little of "RapidArc" left.
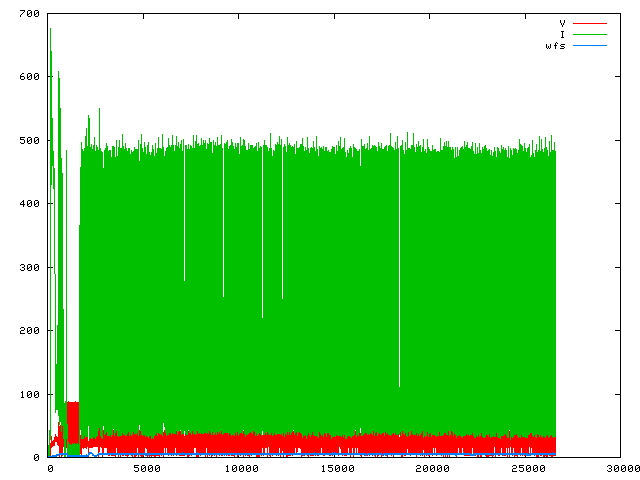
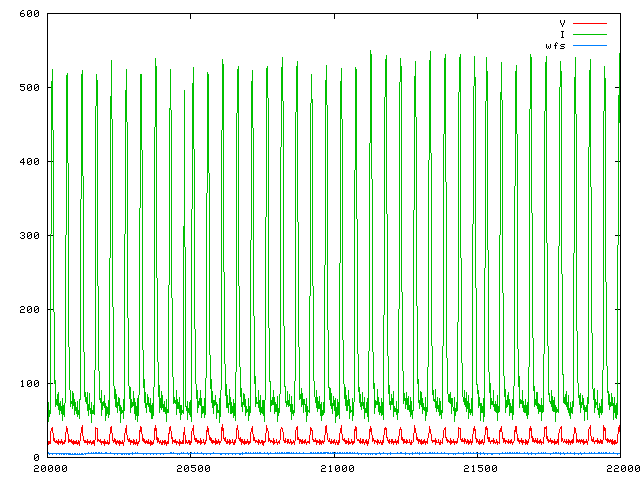
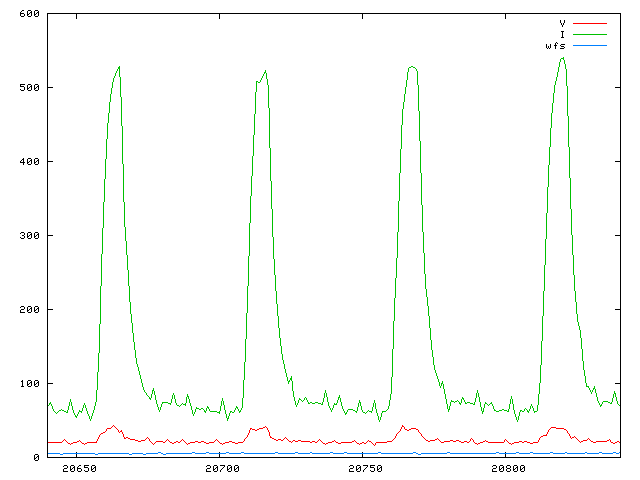
I know now that there is intended to be a "dipping" event, which can be seen where the voltage goes to a low value presumably representing the voltage drop of the Ohmic resistance of the wire bridging between contactor tip and weld pool. The "dipping" ("shorting") event happens at low current always. So as I do credit at the time, it results in no spatter. It is clear the brochure description of "RapidArc" is compatible with the waveform measured. The second small current peak does indeed look to be designed to depress the weld-pool away from the wire when the short-circuit breaks, as claimed in the brochure(s).
Trying welding again - doing a T-fillet weld on 6mm plate using 1.2mm wire, example conditions giving excellent results were
Bit of spitting; cold?
1105191535P01pulselo139A19p9V
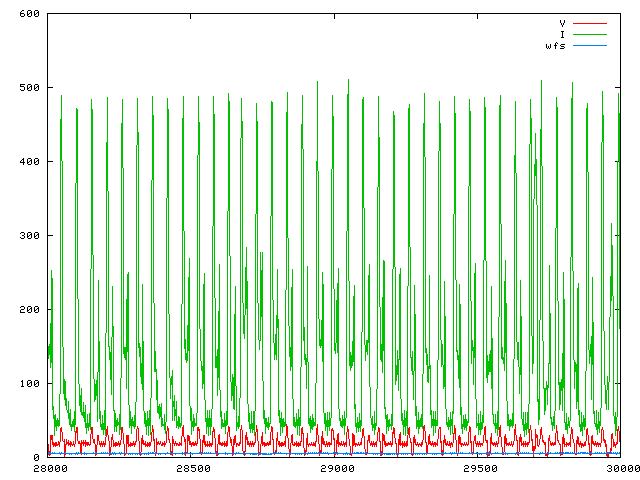 1105191535P01pulselo139A19p9V_28000_30000
1105191535P01pulselo139A19p9V_28000_30000
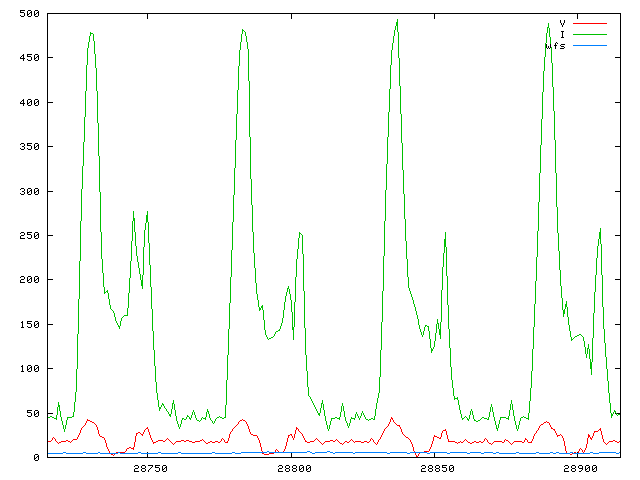 1105191535P01pulselo139A19p9V_28715_28915
1105191535P01pulselo139A19p9V_28715_28915
Fairly nice
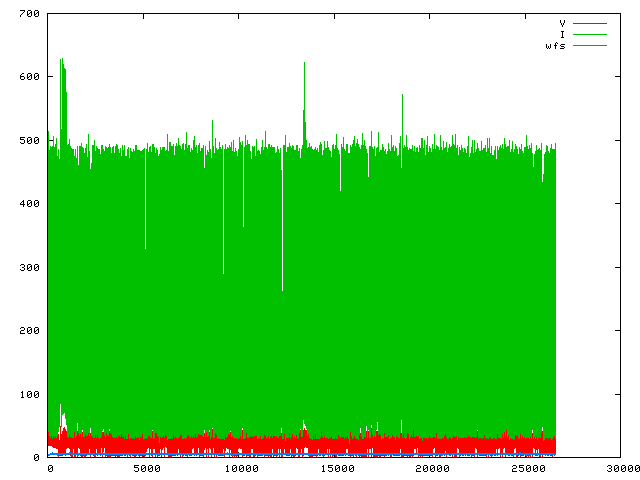 1105191535P02pulselo140A20p4V
1105191535P02pulselo140A20p4V
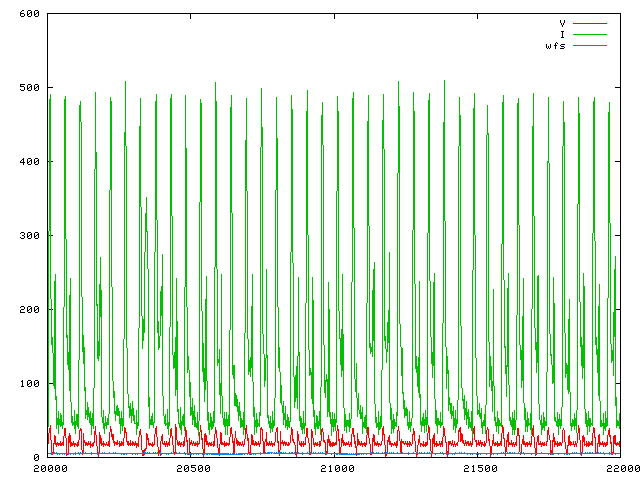 1105191535P02pulselo140A20p4V_20000_22000
1105191535P02pulselo140A20p4V_20000_22000
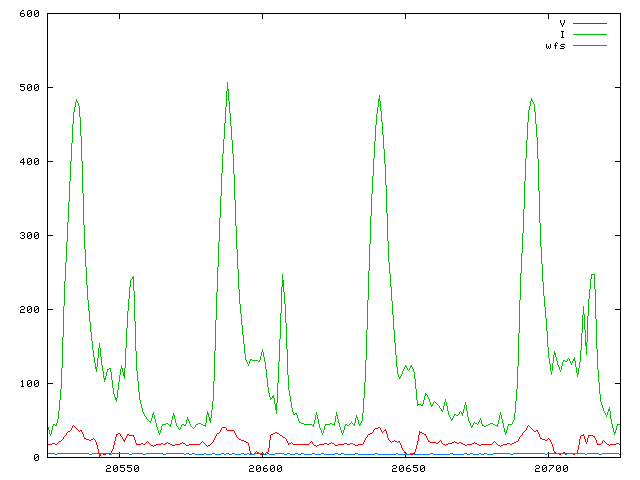 1105191535P02pulselo140A20p4V_20525_20725
1105191535P02pulselo140A20p4V_20525_20725
Good
 1105191535P03pulselo134A23p7V
1105191535P03pulselo134A23p7V
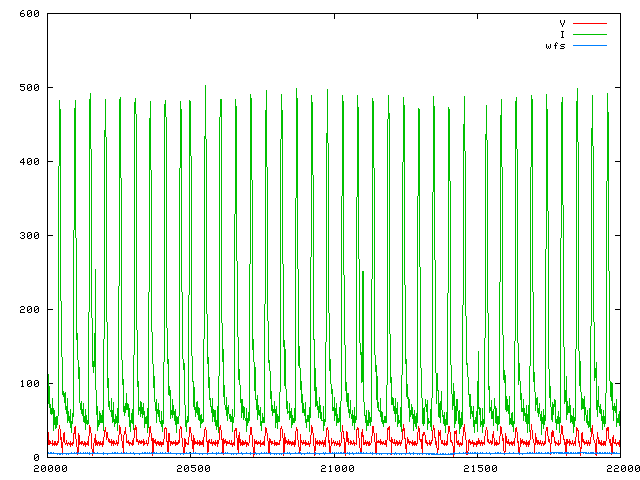 1105191535P03pulselo134A23p7V_20000_22000
1105191535P03pulselo134A23p7V_20000_22000
 1105191535P03pulselo134A23p7V_20640_20840
1105191535P03pulselo134A23p7V_20640_20840
Good
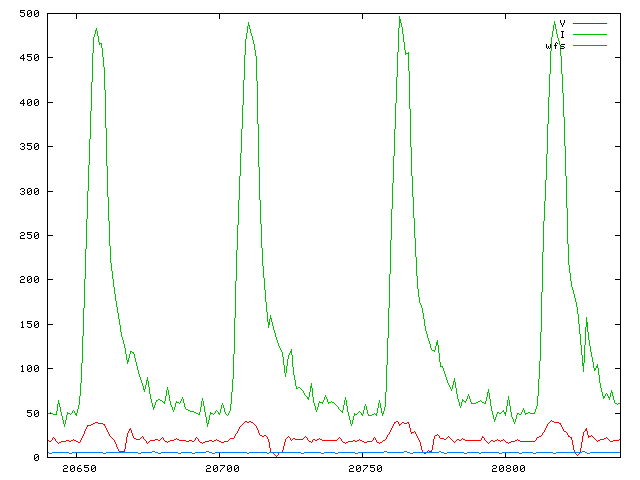
117A 22.2V
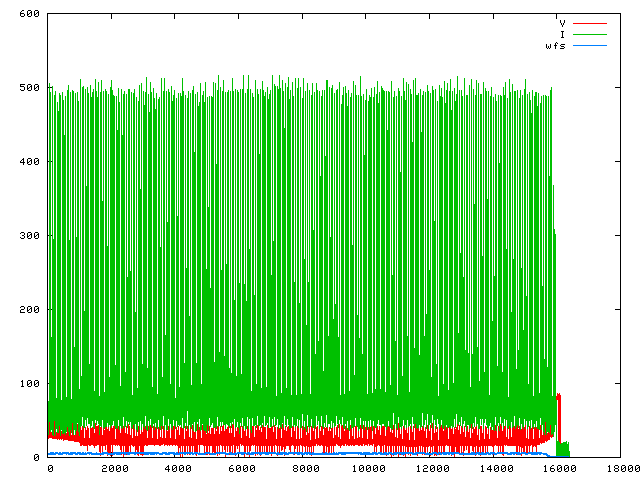 1105191535P04pulselo117A22p2V
1105191535P04pulselo117A22p2V
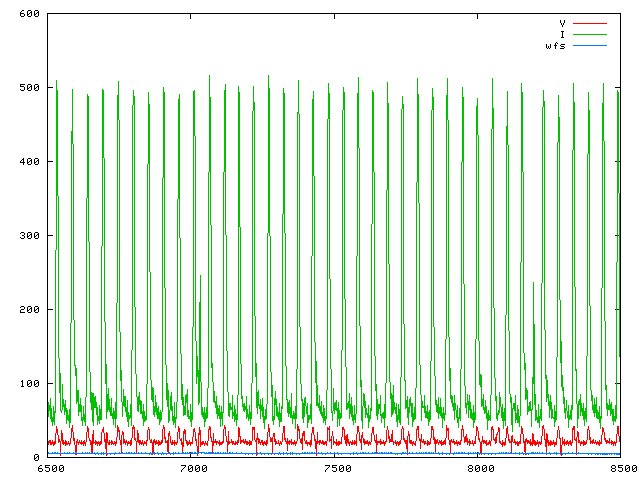 1105191535P04pulselo117A22p2V_6500_8500
1105191535P04pulselo117A22p2V_6500_8500
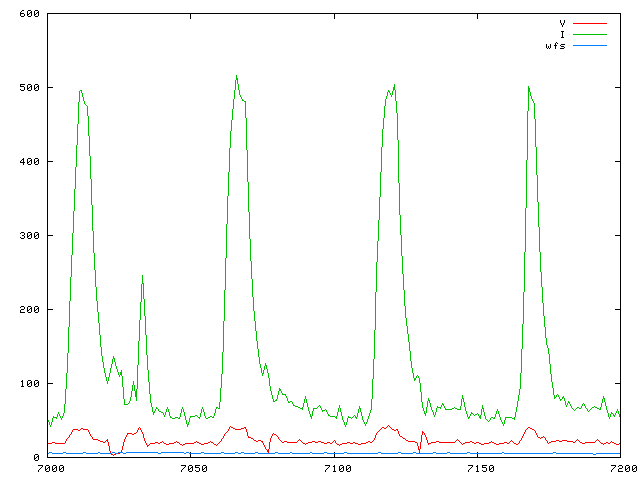 1105191535P04pulselo117A22p2V_7000_7200
1105191535P04pulselo117A22p2V_7000_7200
Good; warm (as in unnecessarily high heat input?)
 1105191535P05pulselo136A26p1V
1105191535P05pulselo136A26p1V
 1105191535P05pulselo136A26p1V_20000_22000
1105191535P05pulselo136A26p1V_20000_22000
 1105191535P05pulselo136A26p1V_20640_20840
1105191535P05pulselo136A26p1V_20640_20840
Choking (bad shorting?); not good welding condition
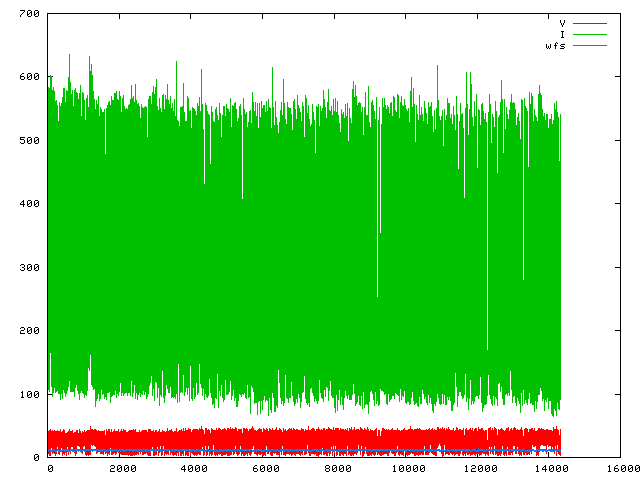
 1105191340P09pulsehi247A23p2V
1105191340P09pulsehi247A23p2V
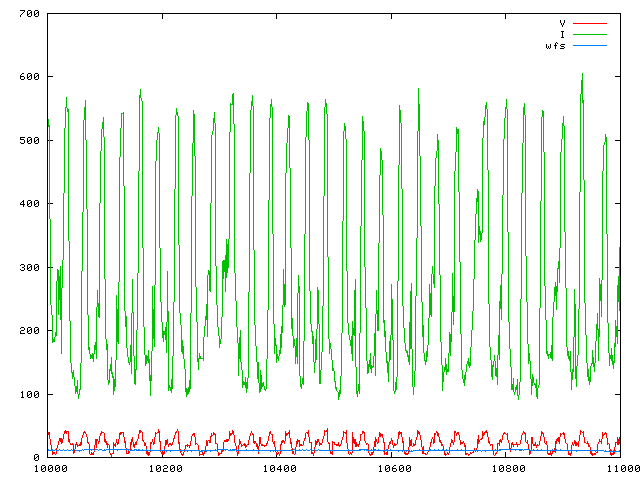 1105191340P09pulsehi247A23p2V_10000_11000
1105191340P09pulsehi247A23p2V_10000_11000
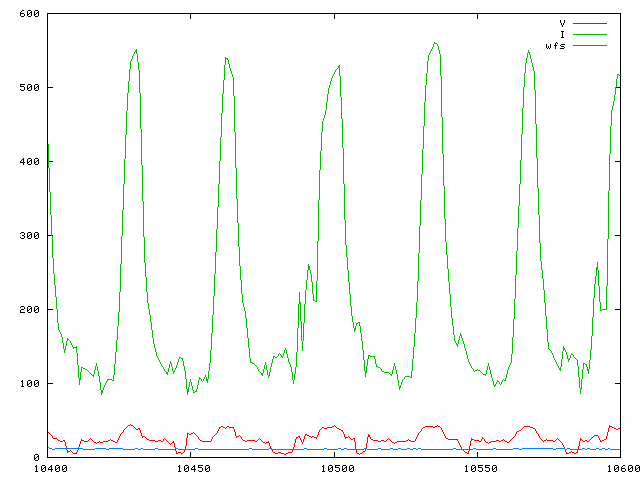
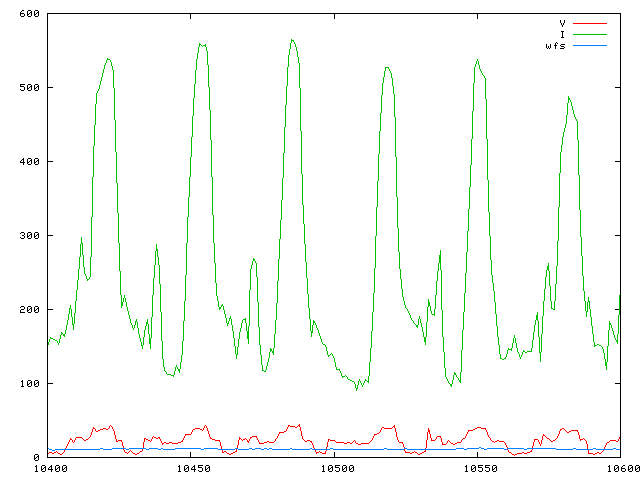 1105191340P09pulsehi247A23p2V_10400_10600
1105191340P09pulsehi247A23p2V_10400_10600
Spitting
 1105191340P08pulsehi236A25p1V
1105191340P08pulsehi236A25p1V
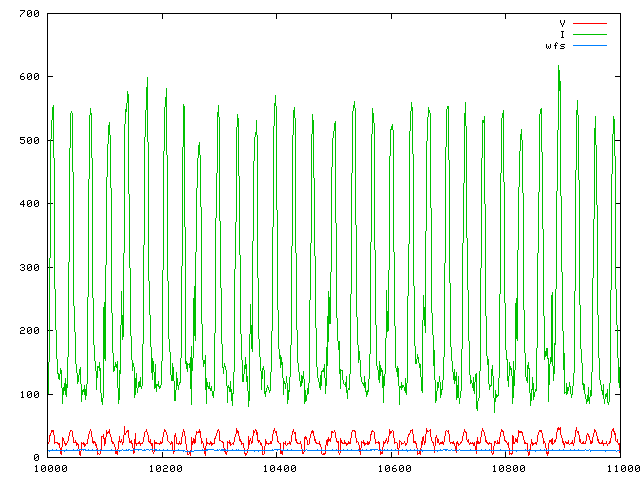 1105191340P08pulsehi236A25p1V_10000_11000
1105191340P08pulsehi236A25p1V_10000_11000
 1105191340P08pulsehi236A25p1V_10400_10600
1105191340P08pulsehi236A25p1V_10400_10600
Good
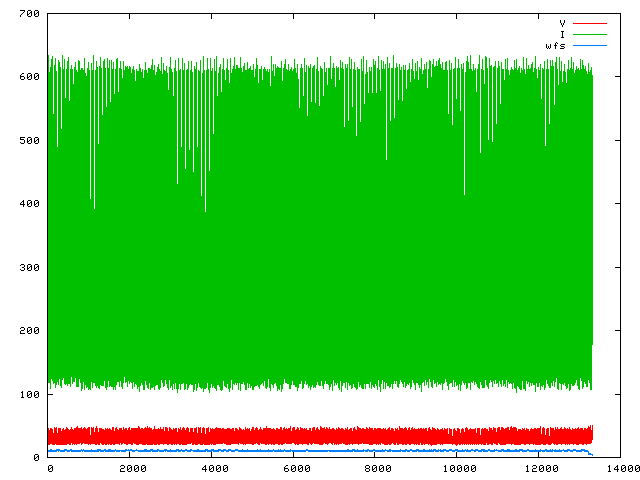
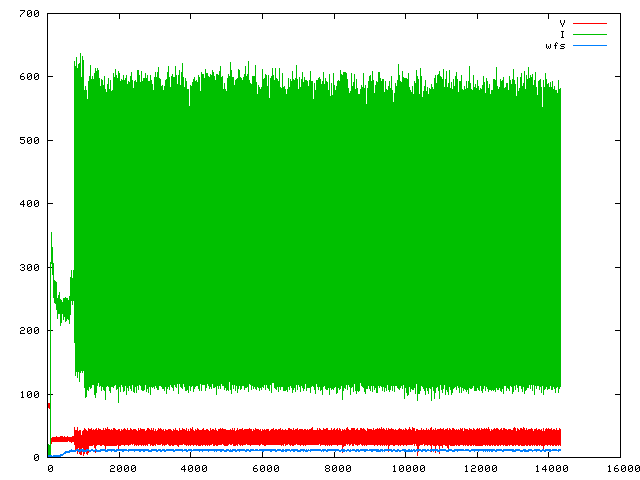 1105191340P07pulsehi240A26p6V
1105191340P07pulsehi240A26p6V
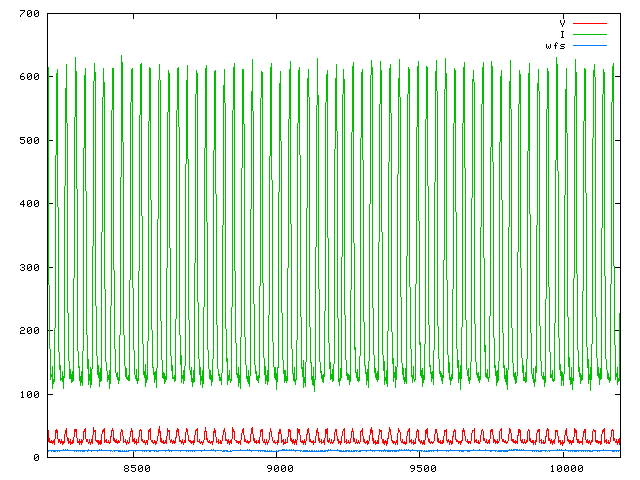
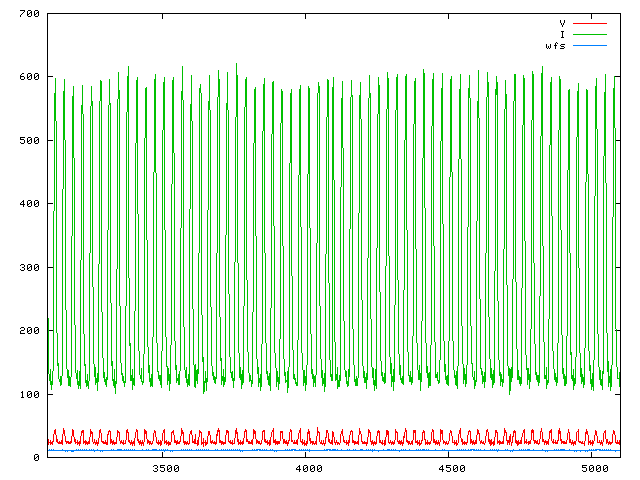 1105191340P07pulsehi240A26p6V_3100_5100
1105191340P07pulsehi240A26p6V_3100_5100
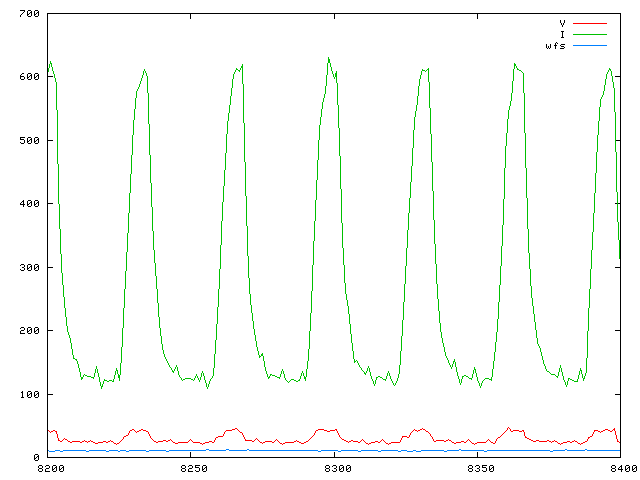
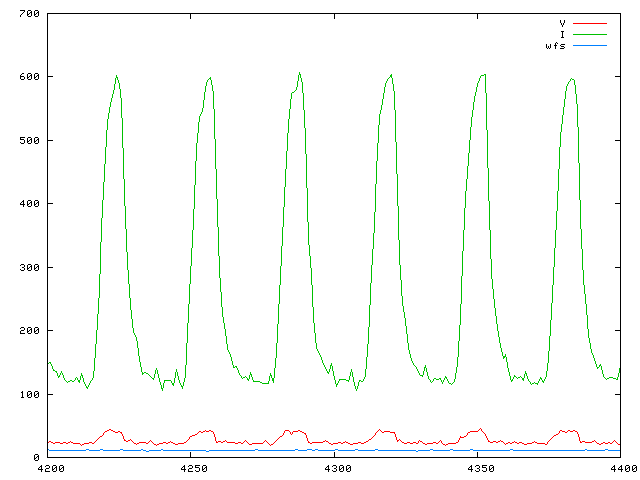 1105191340P07pulsehi240A26p6V_4200_4400
1105191340P07pulsehi240A26p6V_4200_4400
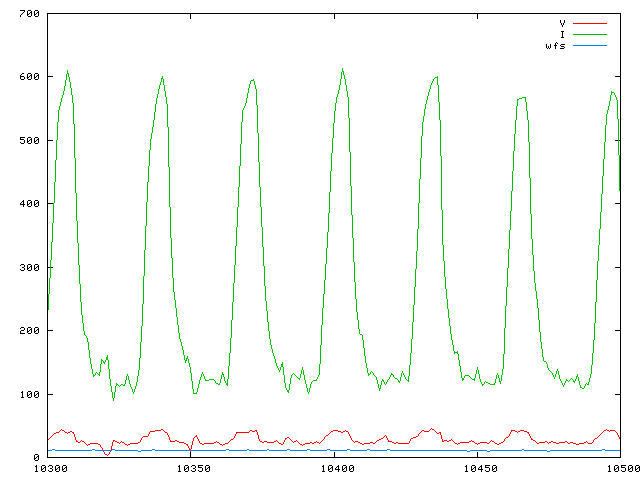 1105191340P07pulsehi240A26p6V_10300_10500
1105191340P07pulsehi240A26p6V_10300_10500
Very smooth; easy to use welding condition (however heat input unnecessarily high?)
 1105191340P05pulsehi253A28p4V
1105191340P05pulsehi253A28p4V
 1105191340P05pulsehi253A28p4V_8200_10200
1105191340P05pulsehi253A28p4V_8200_10200
 1105191340P05pulsehi253A28p4V_8200_8400
1105191340P05pulsehi253A28p4V_8200_8400
R D Smith, 26 May 2011