Had AMV4000 logging at 4000 times per second the current and voltage at that instant.
True average arc power is average of instantaneous powers. That is, instantaneous current x instantaneous volts.
In maths, that's
P_avg = sum[i=1->i=n](V_i * I_i)/n
WFS=6m/min (TS=1m/min) true avg. arc power = 2800W
Shows in reality spraying - concurs work Pickin in WERC - 3 spikes are 3 spray droplets detaching. Not how Fronius would have you believe "CMT" works throughout the range
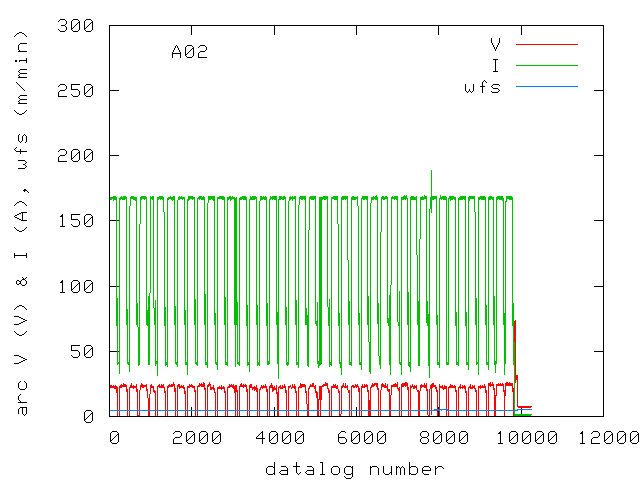
WFS=7m/min (TS=2m/min) true avg. arc power = 3800W
If is behaving like previous, those 8 spikes mean 8 spray droplets per
cycle. Still must be getting a dipping action though - only way can
have current but no voltage (see all-datalog plot). However, looks to
be dominatingly a spray-transfer process. Realistically, has to be.
It'll "spray" if it's above the spray-transition Volts and Amps...
WFS=3.5m/min (TS=1m/min) true avg. arc power is 870W
There's 1kW of laser power, spot-size 5mm, 4mm arc-to-laser axis, arc leading, going onto this weld. Varying laser power doesn't appear to make a difference, but will declare it. On this 5mm thick sample, doesn't make a fully-formed weld - so no "zero laser". Just telling you for what it's worth...
Model "CMT" behaviour, by the looks of it.
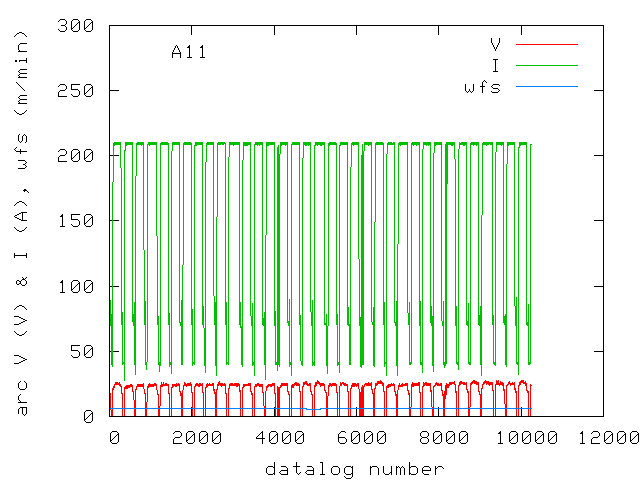
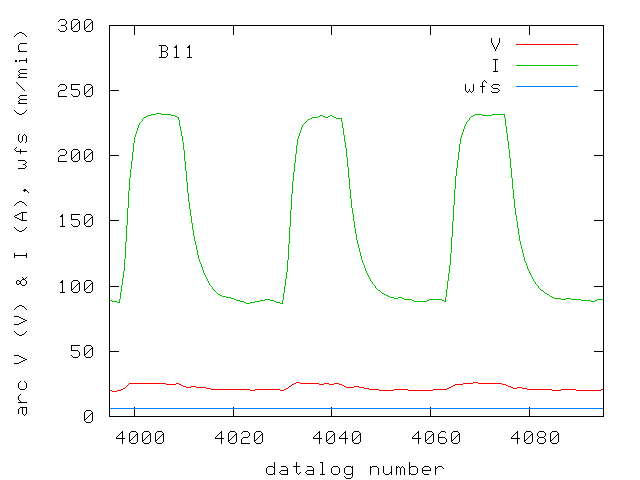
WFS=7m/min (TS=2m/min) true avg. arc power = 3400W
Note that for this high WFS the GMAW-Pulse arc power is less than the "CMT" arc power...
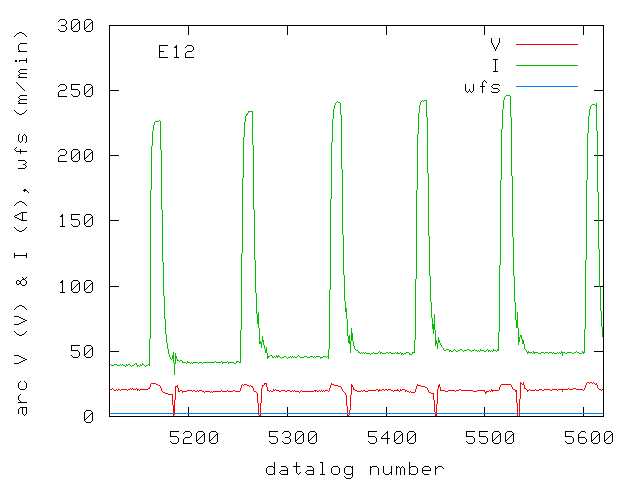
WFS=3.5m/min (TS=1m/min) true avg. arc power is 1570W
As per CMT 3.5m/min, there's 1kW of laser power, spot-size 5mm, 4mm arc-to-laser axis, arc leading, going onto the weld. With this arc heat and 1kW laser On 5mm thick sample, does make fully-formed weld. No "zero laser". No effect of changing laser power, but again, declaring what is...
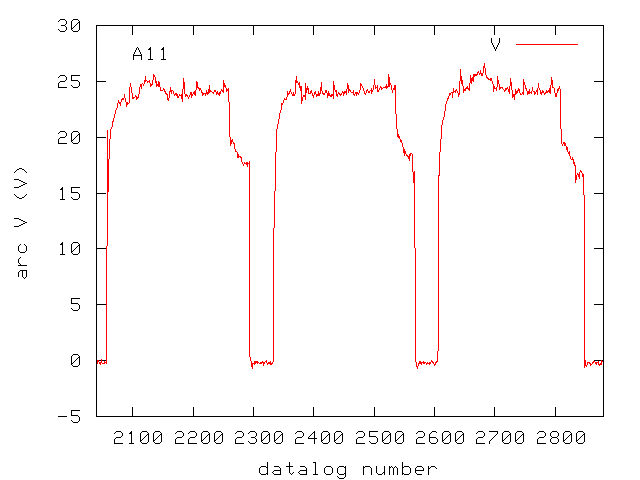
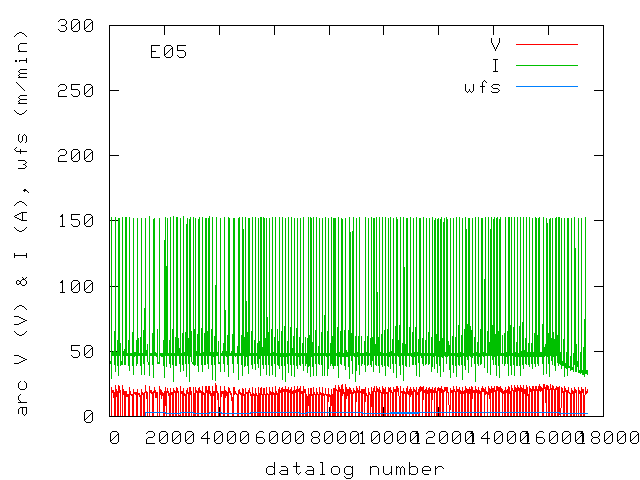
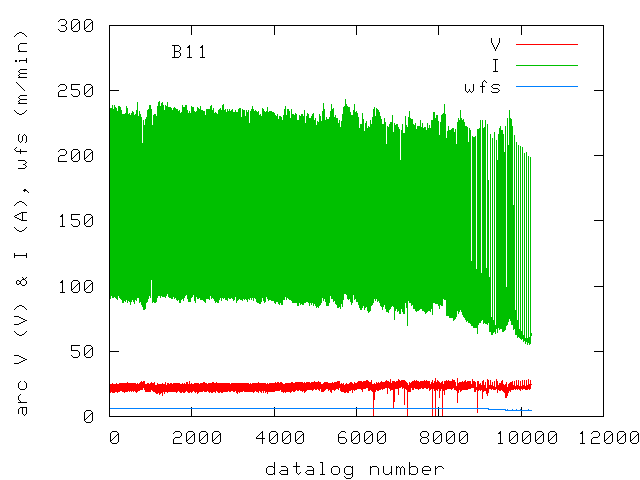
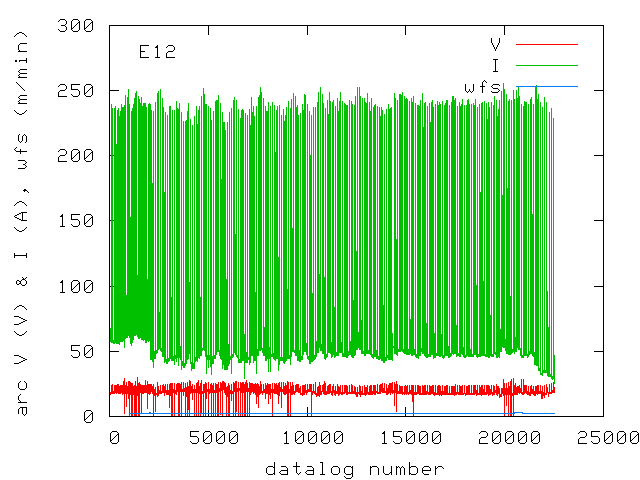
You can see in the "full-weld" plot that there's shorting - where the red Volts trace dives to Zero - the vertical red lines. Particularly around "5000". So the "Pulse" isn't fully correctly set-up Pulse-mode. The shorting gave spatter, as you'd expect.
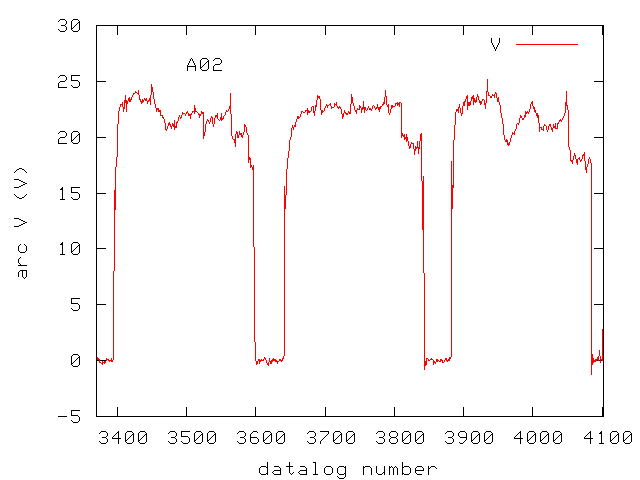
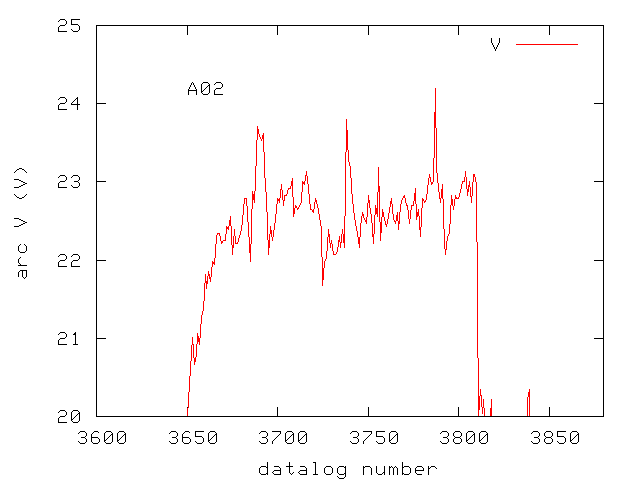
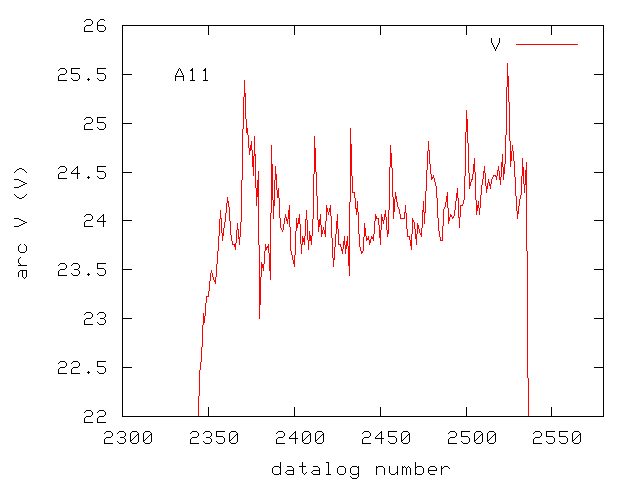
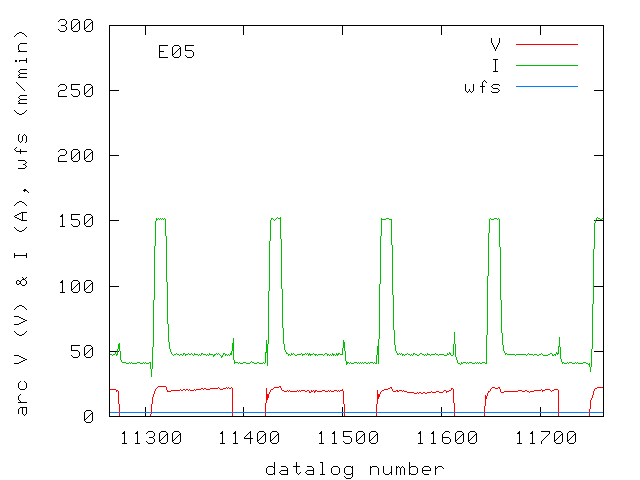
Second plot during shorting, third plot during smooth Pulse operation.
Done alright here?
R. D. Smith, 25 April 2011