An uncontrolled higher-than-best-practice internal scrap-rate bleeds a Company's competitive position in at least two ways:
The lost wax foundry had a "legacy" production control computer system of classic architecture (one unix-server > relational-database > server-side-front-end ---> many "dumb" terminals). The efficiency of these systems meant it contained 10 years of by-the-minute production data.
Casting "ABC123" was topical due to a recent chronic scrappage problem - something like having to 3-times over-manufacture to get the delivery quantity. It also transpired that "ABC123" had remained unchanged over 6 years of complete data to-date and had been manufactured on a consistent regular basis in this time. So as a "pilot study" this was a good one to go for.
Prior explanation - a "Works Order" is a manageable batch-size of castings which can progress undivided down the production process. Thus one customer order would typically be fulfilled by several / many Works Orders (WO's). For "ABC123's", the maximum and also preponderant batch size was 160 product castings.
Further prior explanation - there was scepticism about the reliability of the recorded reasons for scrappages - whereas the number of castings launched in a WO and the number despatched were incontrovertible. So for this pilot survey it seemed best to only look at these overall figures.
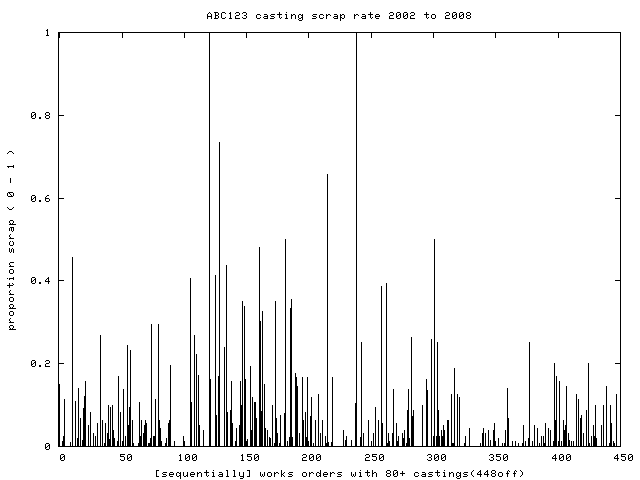
Starting with the most "open-ended" analytical approach to the data possible, the proportional scrap rate was plotted as a line-chart for all WO's - except - all WO's with less than 80 product castings were discarded from the plotted data, to "throw out" statistically insignificant "spikes" from this purely by-eye open-ended survey for trends.
Ignore scrap rates of "1" (100%). These will be events like a random plant malfunction destroying all castings in the batch.
To my visual inspection, the region of about "320" to "390" is very interesting for being a period of low scrap rate (caveat - if this data is correct and representative).
The pattern of production of "ABC123's" is few-week campaigns of production (presumably fulfilling one customer order) then several intervening months until the next campaign of "ABC123" production. There are 29 "campaigns" of producing "ABC123's" fairly evenly spread over the 6 years of the complete production data.
So the data was split into "campaigns". Or to put it another way, data of WO's were grouped into "campaigns". All data are included in this and subsequent "grouped data" treatments.
The proportional scrap rate was line-charted for the "campaigns".
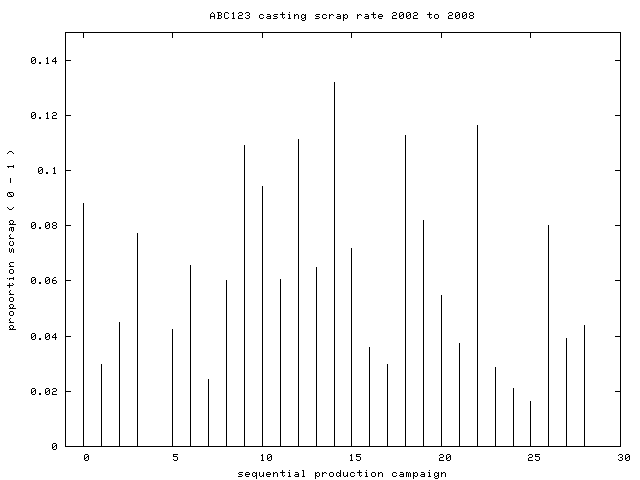
The low scrap rate is seen again from "23" to "25", corresponding to the same time-span and data as the first treatment. As the chart is zero-indexed, in conventional reckoning these are the 24th to 26th campaigns, inclusive.
The average (arithmetic mean) scrap-rates were calculated for the further-grouped "24th to 26th campaign (inclusive)" data and "all other campaigns" data.
| Which grouped data | castings launched | castings delivered | scrap rate (percent) |
|---|---|---|---|
| all except the 24th to 26th campaigns (inclusive) | 52736 | 49392 | 6.3% |
| the 24th to 26th campaigns (inclusive) | 13824 | 13501 | 2.3% |
This is an astonishing difference in scrap rates, over such large numbers of castings that the finding cannot be dismissed without detailed justification.
The analysis is drawn from such a large sample of data that it unlikely to be a meaningless fluke in the data - though that should be considered never-the-less.
The difference in scrap rate between the otherwise general scrap rate and the scrap rate in the fortunate period is vast. To regain and retain the lower scrap rate would transform the competitiveness this lost-wax foundry production process.
Diagnosis of the physical reasons for the difference would benefit from knowing whether all other castings benefited from a low scrap-rate in the same period of time - or whether this only shows for "ABC123's".
One conjecture is that the true inherent capability of the plant is being revealed. That is, the plant has the inherent capability to produce with a scrap rate of 2.3% or less. And all of the further 4% are ultimately uncontrolled human factors... ???
The next stage would be "on the shop-floor" investigation. The turn-over of shop-floor staff in this facility is very low, so knowledge and recollection of the entire period is available in the shop-floor staff. There is a fair chance that anecdotal information could open up the way ahead in getting to grips with process variables. There is this guide that at least 4% of the scrap-rate is human-controlled attention-to-detail matters.
Regardless of the exact route eventually taken, it seems like that with this "way in" to the issue of scrap rate, the entire issue can be opened up.